





 扫一扫
扫一扫





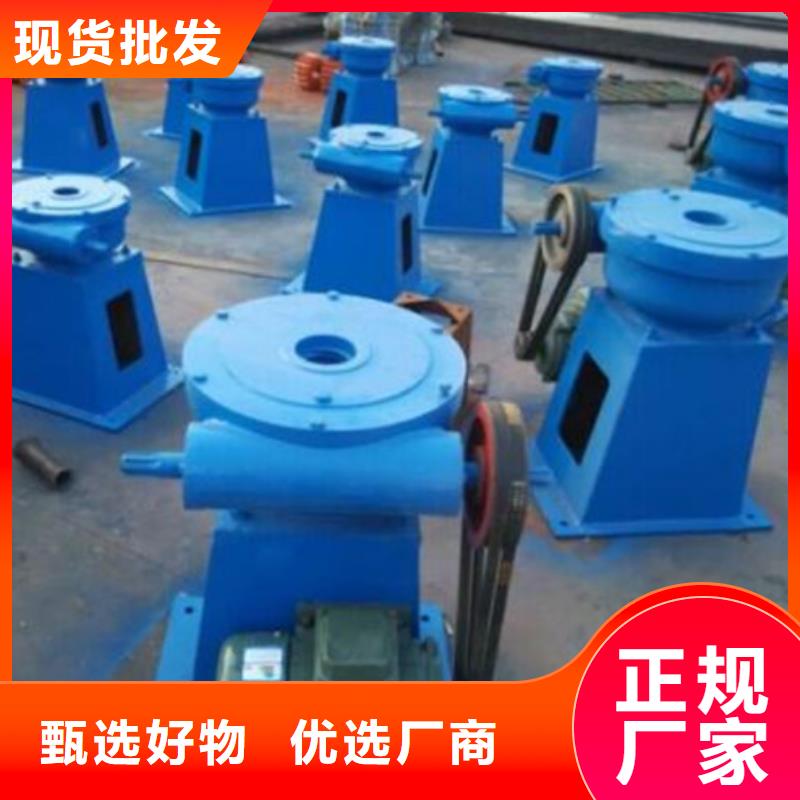
电装式启闭机特点
功能全、性能可靠、控制系统先进、体积小、重量轻、使用维护方便等特点。
具有超负载停机保护、事故报警显示、上下行程限位控制等特点。
具有手、电动切换机构,自动却断电源。
一体化开关型和一体化调节型均可实现现场与远程控制功能。
户外型、防爆型防护等级:IP55(特殊订货IP65、IP67)
瞬间力矩保护:当开或关向力矩瞬间被顶开,闸门将停下不动作,即使力矩开关瞬间顶开后闭合,闸门仍不会动作,只有向反向动作一下,即可解除过力矩保护。
缺相保护:具有电源缺相和输出缺相保护功能。
电装式启闭机工作环境和技术参数
电源:常规,三相380V 50Hz
环境温度:-20---+60°C
相对湿度:≤95%(25°C时)
防护等级:IP55(特殊订货IP65、IP67)
电动头启闭机用于各类大型给排水、水利水电工程。主要用于控制各类闸门、堰门、阀类的升降,从而实现闸门和阀门的开启与关闭,一般分为手动和电动控制两种,当闸门和堰门宽高比值较大时,需采用双吊点启闭机。



瑞鑫铸铁闸门启闭机钢闸门清污机水工机械厂目前已经拥有专业的设计团队,致力于将 启闭机闸门、向新型化,推进的同时,增加 启闭机闸门、的环保性能。并承诺以专业的安装团队和完善的售后服务体系,让您足不出户享受周到服务。


启闭机的起升机构应装有荷载限制器(特殊情况例外),荷载限制器的综合误差不应大于5%,其型式可以是机械的或电气的;液压系统应装有溢流阀。启闭机各机构的运行终端,应装设相应的行程限制器。
缓冲器用来缓和启闭机与轨道终端挡板或轨道上的其他启闭机相碰撞时的冲击,起到吸能作用,运行速度小的启闭机一般采用橡胶缓冲器,速度快或自重较大的启闭机可采用弹簧缓冲器。所有电力驱动移动式启闭机的走行机构均应装设缓冲器。也可在轨道端部做成向上倾斜接圆弧的轨道作为缓冲措施。
室外作业的移动式启闭机应装设夹轨器和锚定装置。当非工作状态风压超过700N/m2或者洪水可能淹没时,必须装设牵缆或其他型式的锚定装置。夹轨器用于防止启闭机在工作时受风荷载或其他荷载的作用而发生移动,通常采用的有手动式、电动弹簧式和重锤式等。锚定装置用于防止启闭机在非工作时受风荷载或其他荷载的作用而发生移动,锚定装置应设电气保护装置。在锚定启闭机时切断电源,防止误操作。




技术支持:cnwbgg.com